



اولین مرحله تولید زونکن کتان سپید برش مقوای استاندارد و مرغوب میباشد که هر ورق ۴عدد زونکن سایز a4 اماده تولید میکند که مقوا با حساسیت و اندازگیری دقیق بوسیله دستگاه برش داده میشود.
مرحله دوم باز کردن و برش گالینگور میباشد که با استفاده از تخته به اندازه زونکن باز میشود و هر ۲۰ ورق که اندازه زونکن اندازه گیری میشود بوسیله تیغ برش داده میشود و برای مرحله بعدی اماده میشود.هر طاقه گالینگور حدود۲۲۰ جلد برای ساخت زونکن پس از برش اماده میکند.
مرحله سوم به مقوا وگالینگور واستر به بخش صحافی زونکن سازی سپید منتقل میشوند تا با دستگاه سیلیشون که از چسب سیلیکات پرش شده است گالینگور و سپس با مخلوط معینی از چسب صحافی و چسب پلاستیک استر چسبانده شود
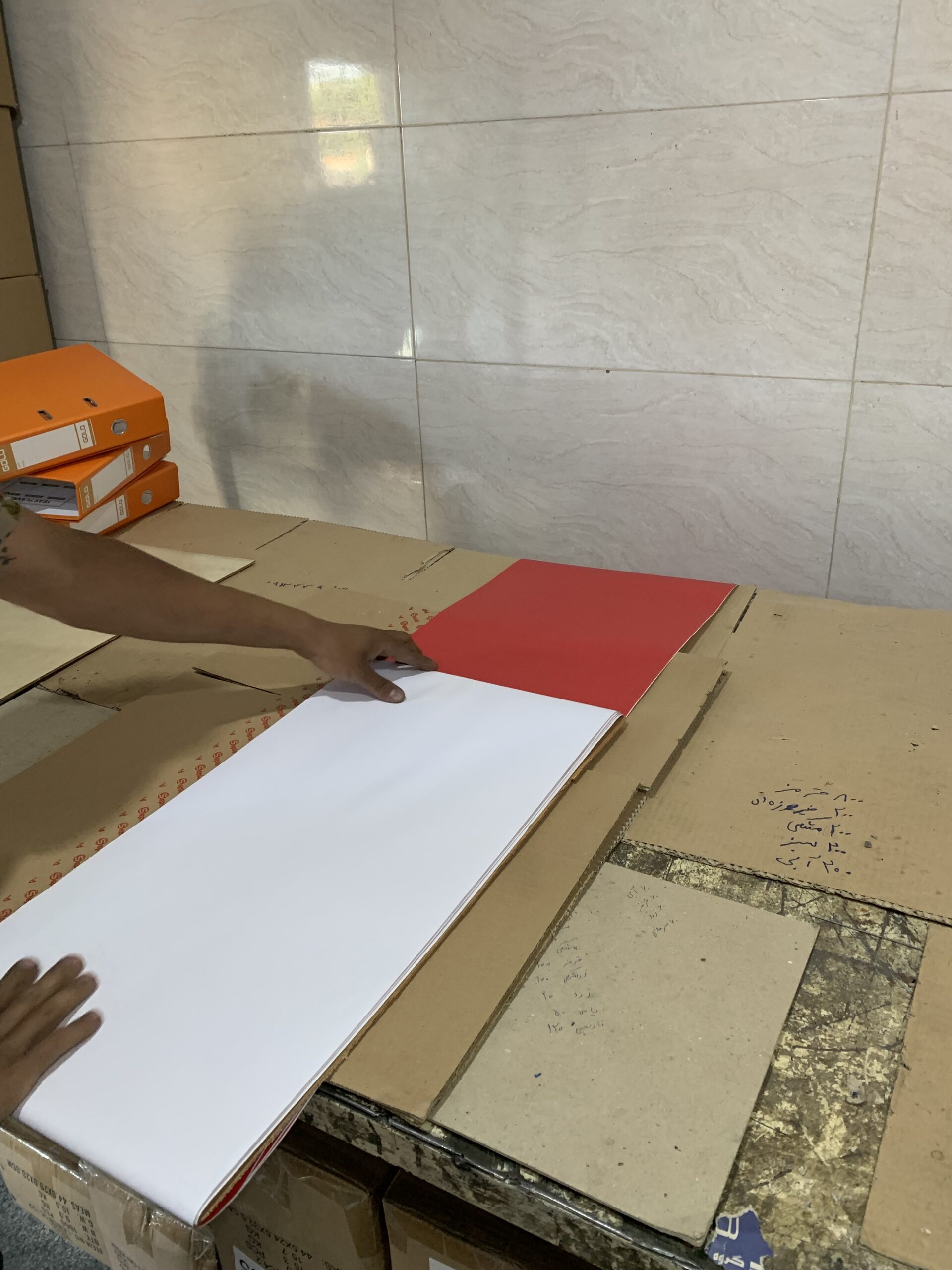
مرحله سوم که در اصطلاح زونکن سازی و صحافی ؛تخته میشود.تخته به معنی ابتدا چسباندن گالینگور بر روی مقوای برش داده شده و سپس آستر گلاسه(که از قبل برش داده شده و سلفون کشی شده) بوسیله چسب صحافی و پلاستیک چسبانده میشود.لازم به ذکر است که پس از چسباندن گالینگور زونکن ها به مدت۱۵تا۳۰ دقیقه زیر دستگاه فشار قرار میگیرن تا چسب به خوبی بر روی مقوا چسبیده شودو سپس استر گلاسه چسبانده و دوباره زیر دستگاه فشار قرار داده میشود تا استر هم همانند گالینگور به خوبی چسبیده شود.برای مقاومت بالاتر و خشک شدن چسب زونکن تخته شده معمولا یک تا دوروز در انبار استراحت داده میشود.
مرحله چهارم پس از خشک شدن زونکن تخته شده ،خط زدن بوسیله دستگاه پرس که قالب مخصوصل زونکن۷/۵ سانت یا ۴/۵ سانتبر روی الان بسته شده است میباشد.به وسیله این دستگاه پرس خط زن جایگاه تیگل و حلقه و میخهایی که قفل بر روی الان نصب میشود پرس میشود.
مرحله پنجم ازاین مرحله به بعد که مونتاژ زونکن میباشد اولین قدم زدن طلق یا همان ورق نایلونی که اتیکت زونکن در ان قرار میگیرد میباشد. بوسیله دستگاهی که با المنت به درجه حرارت مناسب گرم میشود و بوسیله ی پدال که در پایین دستگاه قرارگرفته پرس و طلق بر روی زونکن نصب میشود.
مرحله ششم پرس حلقه یا همان جاانگشتی میباشد که ابتدا حلقه در داخل دایره ای که بوسیله قالب دستگاه خط زدن که در مرحله چهارم برروی زونکن بوجود اومده حلقه ای با جنس آلیاژ آهن قرار میگیرد سپس با دستگاه پرس ۲تن برروی زونکن پرچ میشود.










